Полная версия:
Пневматика и робототехника. О пневмо- и гидроавтоматике в мехатронике

Пневматика и робототехника
О пневмо- и гидроавтоматике в мехатронике
Н. Н. Новиньков
© Н. Н. Новиньков, 2022
ISBN 978-5-0059-2853-5
Создано в интеллектуальной издательской системе Ridero
Введение
К началу 1970-х годов в СССР была введена система стандартов ЕСКД (единая система конструкторской документации), которая положила начало и системе элементов пневмоавтоматики. Однако система условных обозначений аппаратов пневмо- и гидроавтоматики (воздухо-, гидрораспределители, управляющие ими клапаны и «пилоты») остались не охваченными системой ЕСКД. В прилагаемой таблице 1 обозначений элементов пневмоавтоматики отмечены знаком «*» те из них, на которые были выпущены в 1968—1972 годах стандарты ЕСКД. Остальные аппараты, обозначения которых приводятся в таблице, взяты из каталогов инофирм (например, германской фирмы «Бош», фирмы Parker Hannifin, США, японской фирмы «Конанэлектрик»).
Характеристику аппаратов в принципиальных схемах и технических текстах принято обозначать в виде математической дроби: 2/2, 3/2, 4/2, 5/2, 4/3, 5/3, 6/3… Числитель дроби означает число входов и выходов энергетических потоков – сжатого воздуха или гидрожидкости – условно в виде жирных стрелок, проходящих поперечно оси золотника, внутри прямоугольников или квадратов, отражающих перемену направлений этих потоков. В иностранной (немецкой, французской, англоязычной и японской) технической литературе энергетические (магистральные) каналы аппаратов распределения энергопотоков называют словом «ход», и поэтому про аппараты говорят (и пишут): «трёхходовой», «четырёхходовой» и т. д. Но, чтобы в русском переводе не путать этот термин с понятием «движение» (а не «отверстие» в корпусе аппарата), в таблице 1 о числе входов-выходов дробного обозначения аппаратов применён общепризнанный российский термин «линия», то есть «трёхлинейный», «четырёхлинейный» и т. д. аппарат. Знаменатель дробного обозначения показывает число позиций, которые может занимать золотник аппарата: 2 или 3 (хода, например: 2 – влево и вправо + третий – в среднее, нулевое положение). Торцевые (тонкие) линии, переключающие аппарат (влево, вправо или вниз-вверх) не фигурируют в дробном обозначении. Обозначение и назначение элементов схем пневмоавтоматики приведены в таблице 1.
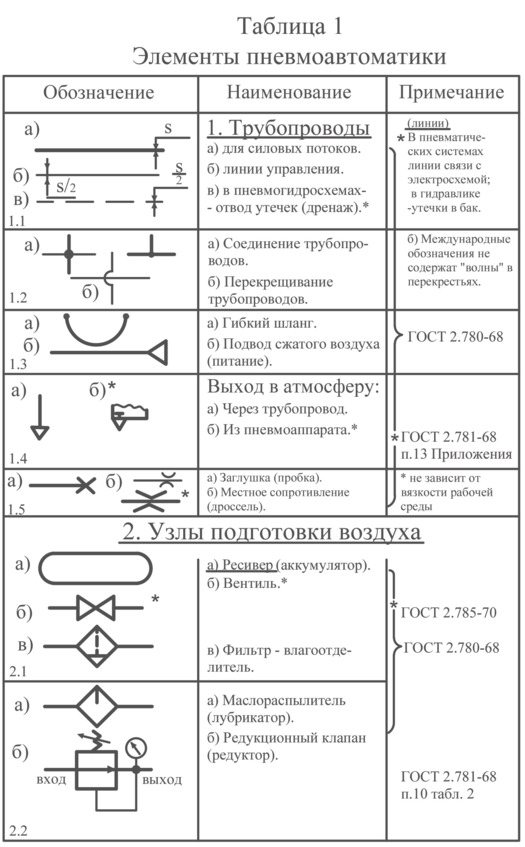
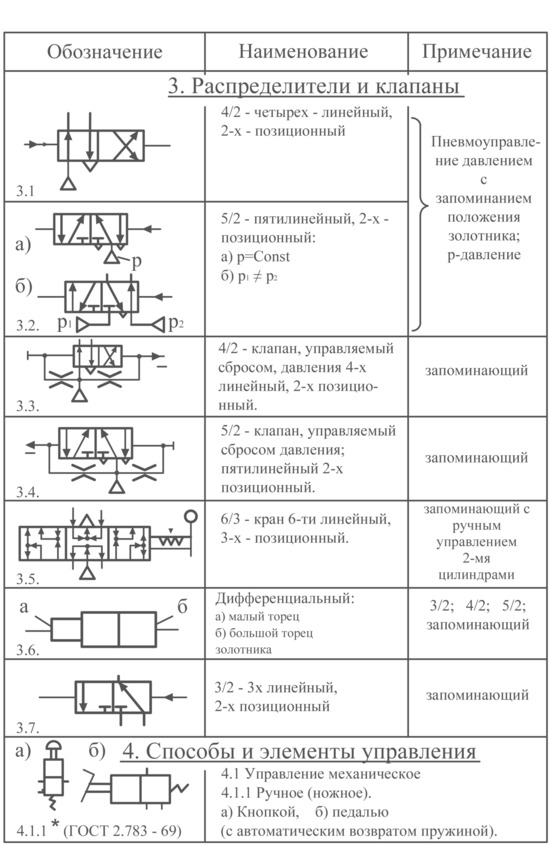


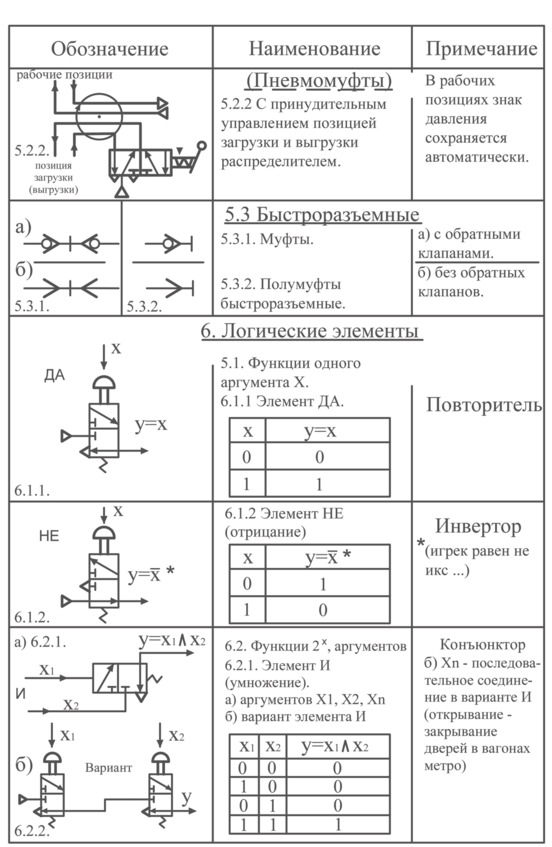
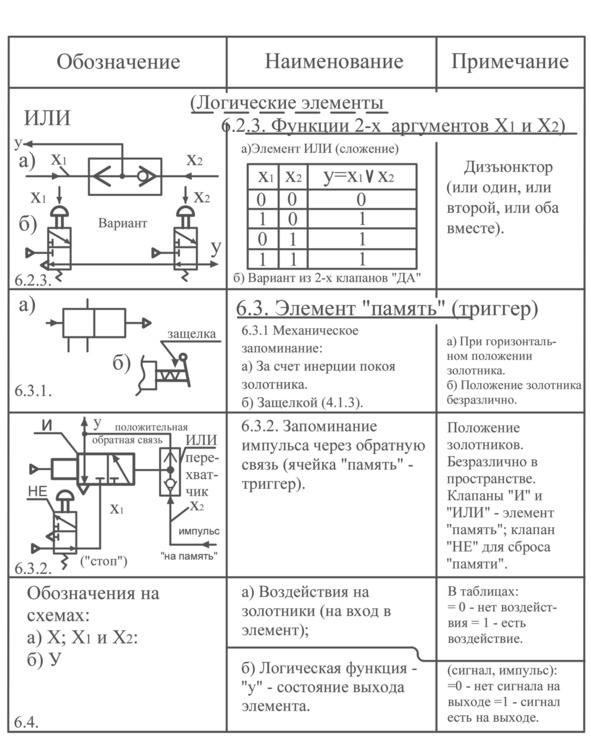
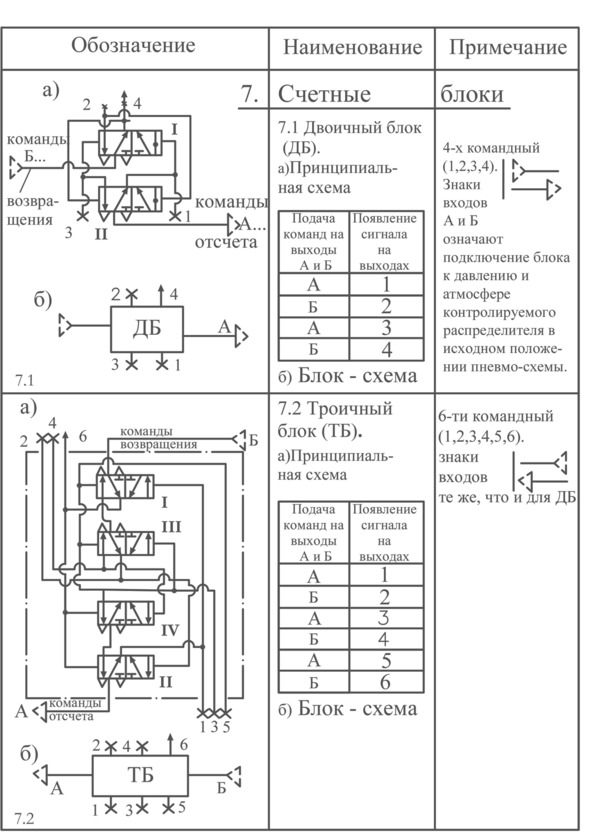
Таблица 1 выполнена на семи листах (страницах) и имеет семь разделов: 1) трубопроводы [п. 1.2б «Перекрещивание трубопроводов» – стандартное обозначение (с волной) в сложных принципиальных схемах употреблять не рекомендуется (в этом отличие предлагаемой редакции табл. 1 от устаревших обозначений в [1] – схема окажется в виде «амурских» или «дунайских» волн, – а также кажущееся несущественным отличие в изображении стрелок энергопотоков по краям прямоугольников и квадратов – без наклона – позволило в мелкомасштабных схемах управления существенно раздвинуть параллельные линии, входящие в и исходящие из аппаратов), а соединения трубопроводов – тройники и крестовины – в современных схемах обозначают жирной точкой (показано в п. 1.2а табл. 1)]; 2) узлы подготовки воздуха; 3) распределители и клапаны (в гидравлике принято клапаны управления называть «пилотами»); 4) способы и элементы управления (согласно теории автоматического управления, этих способов всего три: путевое управление (упорами, кулачками), временно́е и по технологическому параметру); 5) пневмомуфты в поворотных многоместных устройствах; 6) логические элементы (ДА, НЕ [но не добавлять букву «Т»! ], И, ИЛИ и «память» – триггер); 7) счётные пневмоблоки.
Условия составления и «чтения» пневмо- и гидросхем:
1. Исходное состояние схемы статично. Все аппараты сохраняют положение, в котором их оставило предыдущее внешнее воздействие. Включение схемы в сеть сжатого воздуха (открыванием вентиля п. 2б табл. 1) не вносит никаких кинематических изменений в положение золотников аппаратов схемы. И лишь должностное вмешательство рабочего-оператора (или наладчика, слесаря-ремонтника) производит требуемые переключения в схеме, отличающиеся от исходного состояния (при наличии электромагнитов в аппаратах и пневмоэлектродатчиков п. 4.2 и 4.4 табл. 1 – ещё и электрика).
2. Линии, изображающие магистральные трубопроводы (жирные), в пневмо- и гидросхемах показывают примыкающими (как к корпусу аппарата) только к одному из двух (или трёх) схемных прямоугольников или квадратов (тоже жирно обведённых), соединённых в один ряд (горизонтальный или вертикальный) без просвета. Нормальнозакрытые линии, примыкающие к прямоугольнику (квадрату), ограничивают в аппарате коротким значком в виде маленькой буковки «т» (см. п. 3.2 в табл. 1). Когда горизонтально изображённый в табл. 1 аппарат в принципиальной схеме управления удобнее расположить с магистральными входами и выходами, симметрично показанными в таблице (симметрично вокруг горизонтальной оси золотника), то буковка «т» оказывается перевёрнута «вверх ногами» или повёрнута набок в вертикальном варианте изображения аппарата. И этот же значок (т) может оканчиваться знаком перекрытого выхода из аппарата в атмосферу – незакрашенным треугольничком (в пневматике, п. 1.4б табл. 1) и неперекрытого – как в п. 3.1 и др. в табл. 1.
3. Выход из аппарата, закрытый пробкой, обозначается короткой жирной линией, оканчивающейся знаком умножения, п. 1.5а в табл. 1). Ввод в аппарат сжатого воздуха показывают короткой магистральной (жирной) линией, начинающейся из вершины незакрашенного равностороннего треугольничка (п. 1.3 табл. 1) [в гидросхемах – равносторонний треугольничек – закрашенный]. Внутри прямоугольников (квадратов) магистральные потоки показывают жирными стрелками (п. 3 табл. 1 и др.). К какому из прямоугольников (квадратов) двухпозиционных золотников аппаратов в схеме статического положения должны быть присоединены магистральные трубопроводы-линии? Ответ: только к одному, на торец которого есть или было (и аппарат это «помнит») воздействие сжатого воздуха либо есть постоянное воздействие пружины или подпор сжатого воздуха (п. 3.1, 3.2, 3.7 и 4.1.2б табл. 1, где он действует с торца аппарата) (подпор – это «пружина», которая никогда не разрушается от «усталости»). Его показывают отведённым от тройника снаружи аппарата через пневмосопротивление (на самом деле – поперечное миллиметровое сверление в золотнике в отсеке подвода сжатого воздуха в «большое» сверление со стороны его малого торца, то есть малого прямоугольничка, пририсованного к торцу аппарата на схеме). Для трёхпозиционных аппаратов в статическом положении входы и выходы магистральных трубопроводов показывают присоединёнными только к среднему прямоугольнику. А в малых прямоугольничках управления аппаратом, показанных слева и справа трёхпозиционного аппарата, содержится знак воздействия (электромагнит в виде поперечной косой линии или незакрашенный треугольничек пневмоуправления). Над ними показывают обозначения пружин (в виде горизонтальной «молнии»), удерживающих аппарат в среднем статическом положении.
4. «Поезд» из двух (реже – трёх, как, например, на рис. 3) «вагончиков» -прямоугольников, изображающих пневмо- или гидрозолотник, тронется из исходного состояния (корпус аппарата, который не показывают в схемах, и примыкающие к нему линии-трубопроводы – как вокзал, входы и выходы которого остаются на месте) до следующей станции (позиции), только если в одну торцевую линию (слева или справа) управления им поступит «сигнал» – сжатый воздух. Электромагнитом или рычагом, кнопкой, педалью переключают вручную (как на рис. 3) или ногой (п. 4.1.1б табл. 1). При этом противоположная ей линия управления (по оси золотника) должна (рис. 1) иметь выход в атмосферу (п. 1.4 табл. 1) через другой аппарат (один или несколько). Это самое главное условие работоспособности схемы! [Мнемонически «атмосфера» в пневматике (незакрашенный треугольничек) то же самое, что «масса» в электросхемах постоянного тока]. Однако такое заранее предусмотренное тупиковое противодействие с противоположной стороны золотника преодолевается за счёт применения дифференциального аппарата (п. 3.6 табл. 1), у которого, например, правый торец золотника имеет площадь «поршня» в 1,5—2 раза больше левого. Эту разницу обозначают с меньшей стороны площади торца золотника дополнительным прямоугольничком, вдвое меньшим большого прямоугольника-«вагончика», к которому он жирно пририсован. Ручные (и ножные педальные) переключатели по своей сути являются дифференциальными, так как для их переключения необходимо преодолеть действие пружины или/и подпор сжатого воздуха (п. 4.1.2, п. 6 табл. 1 и рис. 1 из рекламного проспекта выставки «Станки США – 74»).
5. Не рассматривается конструктивное устройство аппаратов пневмоавтоматики и гидравлики (как у Норберта Винера в «Кибернетике»), за исключением особых случаев, как и монтажные схемы. Например, очень важный вопрос размещения пневмо- и гидроаппаратов на панелях с использованием «притычного» их монтажа. В массовом производстве для замены неисправного аппарата недопустимо создавать простои на отвинчивание-привинчивание магистральных и управляющих трубопроводов. Притычный монтаж на приборной панели по отверстиям или овальным «окнам» с уплотнениями в случае какой-то неисправности отнимает время только на отвинчивание (и привинчивание) четырёх, а то и двух-трех винтов крепления аппарата, а все схемные соединения выполняют конструктивно внутри панели.
6. Целью автоматизации технологических процессов средствами пневмо- и гидроавтоматики является экономия «живого труда», то есть нормы времени (в зарплате основных производственных рабочих) по сравнению с прошлым трудом (стоимостью), затраченным на создание пневмо- и гидросистем, предназначенных для усиления человеческих способностей Примером абстрактной пневмогидросхемы может послужить схема из упомянутого рекламного проспекта выставки «Станки США – 74» (рис. 1). Особенностью схемы является то, что узел подготовки воздуха в американской схеме показан с фильтром в виде поперечной пунктирной линии, а регулятор давления и смазочный клапан – в общем прямоугольнике с фильтром-кружочком в середине, косо перечёркнутым регулировочной стрелкой.
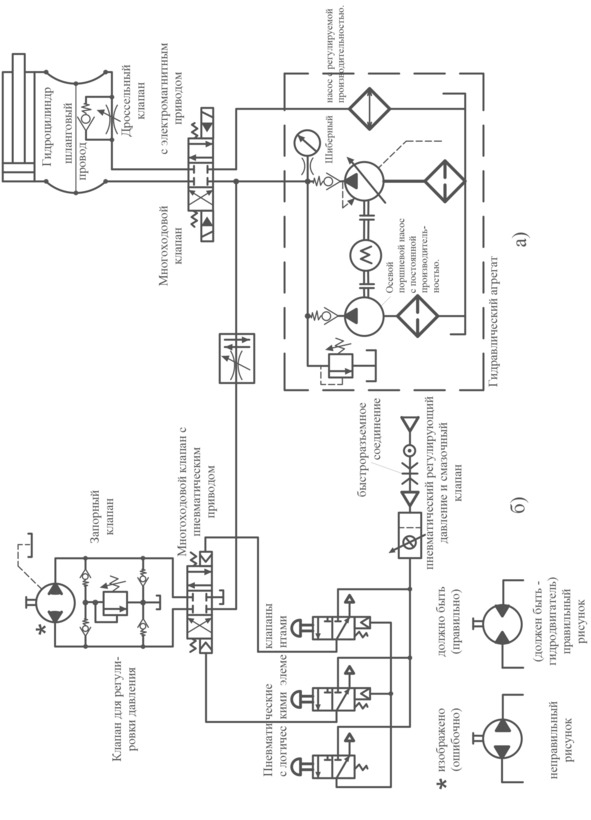
Рис. 1. Авторизованная копия абстрактной пневмогидравлической схемы
с рекламного проспекта фирмы США Parker Hannifin GMBH NMF
«Полная пневматическая и гидравлическая программа» (С выставки
«Станки США-74» в Москве – Bulletin‒0094‒B3); а) гидравлический
контур, б) пневмогидравлический контур.
Часть первая.
Простая пневматика
1.1. Пневмопривод и пневмогидропривод в простой пневматике
Технический прогресс доказал, что современный колёсный транспорт (рельсовый и безрельсовый) немыслим без быстродействующего пневмопривода как в тормозных системах, так и в открывании и закрывании дверей в пассажирском транспорте. Но более всего пневмо- и пневмогидропривод используется в оборудовании и технологической оснастке в различных отраслях производства при его механизации и автоматизации. При этом решение задач механизации зачастую осуществляется при помощи чисто пневматических систем автоматического управления, без вмешательства в электросхемы основного оборудования. Такому невмешательству способствует использование таких же принципов построения систем пневмоуправления, что и в электроуправлении.
В пневмо- и гидросхемах чаще всего исполнительные механизмы и их приводы показывают как в станочных кинематических схемах (по ЕСКД) условно, обозначая приводы поступательного хода в виде поршневых цилиндров (рис. 2а и 2б) в горизонтальном, вертикальном или наклонном положении. Короткоходные цилиндры используются чаще всего в зажимных механизмах технологической оснастки, а длинноходные – транспортные – в оборудовании. Приводы вращательного движения с неограниченным ходом (пневмотурбинки и гидромоторы) в схемах управления изображаются в виде окружности, к которой примыкают горизонтально диаметрально противоположные магистральные трубопроводы (жирные линии), оканчивающиеся обращёнными вершиной внутрь окружности треугольничками: незакрашенными, если трубопроводы пневматические, и закрашенными, если трубопроводы гидравлические. Вращательные приводы с ограниченным ходом (лопастные) показывают на схемах в виде полуокружности выпуклостью вверх, со сплошной горизонтальной линией диаметра, к которому на равном расстоянии от центра дуги полуокружности примыкают магистральные трубопроводы, оканчивающиеся обращёнными внутрь полуокружности вершинами треугольничков – соответственно закрашенными или незакрашенными.
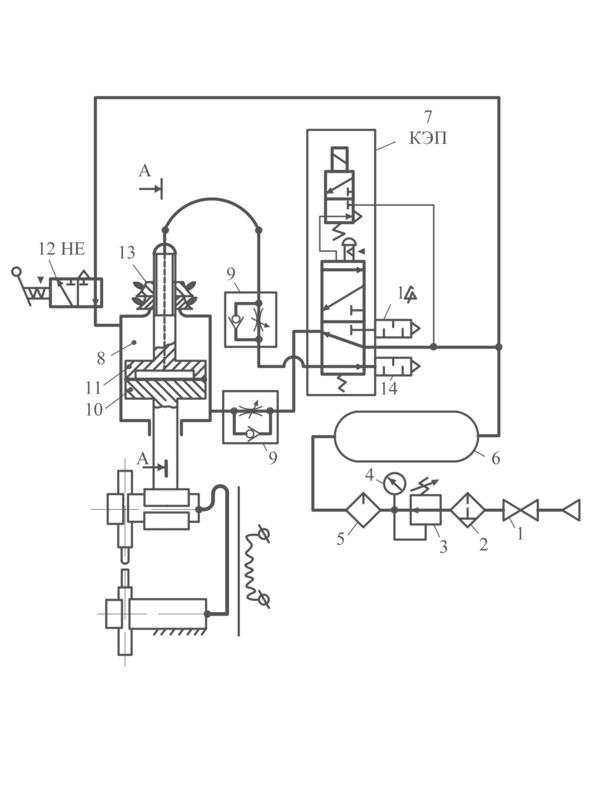
Рис. 2А. Схемный пример элементов пневмоуправления сварочной
машиной типа МТ, содержащий отечественное обозначение элементов
узла подготовки сжатого воздуха).
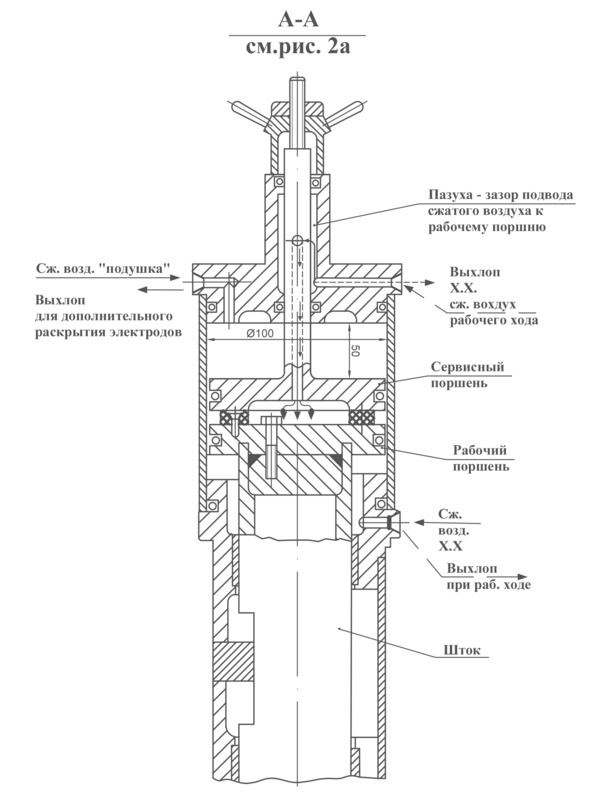
Рис. 2Б. Разрез А-А: 12 – ручной пневмоклапан «НЕ» (ручной пневмокран переключения пневмоцилиндра на увеличение зазора между
электродами), 13 – контр-гайки (барашковые) регулирования
размера зазора).
В качестве примера (почти) чисто пневматической схемы управления на рис. 2а приведена пневмосхема стационарной точечной сварочной машины типа МТ. Она содержит: вентиль 1, фильтр-влагоотделитель 2, редукционный клапан 3 понижения сетевого давления сжатого воздуха до требуемого технологического, манометр 4, маслораспылитель 5 (лубрикатор, подающий жидкую смазку в пневмосистему в виде масляного тумана) [в слесарном просторечии узел из элементов 2, 3 и 4, 5, соединённых двумя короткими патрубками, называют «гребёнка» (с тремя зубцами)] н ресивер 6 – аккумулятор отредуцированного на заданное давление сжатого воздуха, электропневмоклапан 7, состоящий из сервисного электропневмоклапана- переключателя 3/2 магистрального воздухораспределителя 5/2, выходы которого гибкими шлангами большого проходного сечения связаны с полостью рабочей подачи двухпоршневого пневмоцилиндра 8 сжатия и полостью холостого хода электродов машины. В гибкие шланги вмонтированы регуляторы скорости хода (п. 4.3.3б табл. 1) 9 рабочего поршня 10. Причём каждый регулятор дросселирует с торможением выхлоп отработавшего сжатого воздуха, а рабочий его поток свободно поступает в пневмоцилиндр через обратный клапан (как бы оттолкнув в обозначении клапана от угольничка кружочек-шарик); в отличие от рис. 1 (как в устаревшей схеме) в современных условных обозначениях обратных клапанов пружину не показывают (она подразумевается). Чем меньше зазор между сварочными электродами, тем больше частота сварок (и выше производительность машины – по паспорту до 400 точек в минуту), но для деталей (штамповок) со «швеллерным» поперечным сечением нужно открыть зазор так, чтобы полка «швеллера» (на самом деле чаще всего это отштампованная на 90° отбортовка) свободно проходила под верхний электрод. Для этого и предусмотрен верхний второй (сервисный) поршень 11, полый шток которого соединён гибким шлангом с верхним регулятором скорости 9, а полость цилиндра над поршнем 11 соединена сквозным образом по схеме «НЕ» ручным пневмокраном (3/2) 12 с давлением сжатого воздуха из ресивера 6. Чтобы увеличить зазор между электродами, достаточно ручку пневмокрана 12 сдвинуть вправо. Поршень 11 поднимется вверх, а вместе с ним и поршень 10, потому что полость 8 соединится с атмосферой. Когда «швеллерную» отбортовку сдвинут в большой зазор, ручку пневмокрана 12 возвращают в исходное положение влево [знак апострофа означает подпружиненный фиксатор, шарик которого западает в одно из двух гнёзд, обозначенных знаком «w» на штоке золотника крана 12], и после сварки первой точки поршни 11 и 10 сначала опускаются вместе, но сервисный останавливает гайка 13 на полом штоке, а поршень 10 своим штоком сжимает свариваемые детали. При холостом ходе поршня 10 зазор между электродами оказывается минимальным. Выхлоп отработавшего сжатого воздуха сопровождается резким шумом (свыше 80 ДБ, что недопустимо по нормам техники безопасности). Поэтому выходы из воздухораспределителя 7 в атмосферу обязательно снабжают глушителями шума 14 (п. 4.3.2б табл. 1). На рис. 2б в виде разреза А—А крупно показан двухпоршневой цилиндр стационарной точечной машины МТ.
1.2. Пример управления пневмоцилиндрами ручным пневмокраном
В таблице 1 элементов пневмоавтоматики (п. 3.5) показан, например, ручной пневмокран 6/3 – шестилинейный трёхпозиционный воздухораспределитель управления двумя далеко разнесёнными цилиндрами (рис. 3). Такие аппараты могут быть использованы в случаях, которые удобнее всего пояснить на графиках последовательности. Рабочий должен сначала на длинномерной (базовой) детали уложить и пневмоцилиндром Ц1 прижать одну деталь, произвести технологическую операцию, а потом выполнить её на другой детали (удалённой от первой), закрепив аналогично пневмоцилиндром Ц2. Пневмораспределитель 6/3 Р расположен посередине приспособления (положение «0» между РА и РБ), на котором зафиксирована базовая длинномерная деталь. На графике (рис. 3а) переключения рычага (влево, «от себя») воздухораспределителя Р почти вертикальным жирным косым отрезком показано «начало» (слева вверх направо под углом ~15°) от нулевой строки РА (от ноля до единицы по булевой алгебре). От его верхнего конца проводим тонкую вертикаль до пересечения с нулевой строкой Ц1, и от этой точки проводим жирную пологую линию под углом ~30° до оголовка графика (то есть опять от ноля до единицы), условно отражая промежуток времени рабочего хода Ц1. Время «выстоя» – жирная горизонтальная линия – это якобы время технологической операции (в нашем графике оно не отражено). Мимоходом к дальнему концу изделия, окончив первую часть технологической операции, рабочий переключает ручку воздухораспределителя РА в среднее положение «0». От конца линии хода Ц1 на графике проводим тонкую вертикаль вниз до нулевой строки Ц2, и от этой точки делаем короткий, почти вертикальный отрезок слева вниз направо (симметрично отрезку «начало»). Эти два почти вертикальных отрезка замыкают равнобокую трапецию жирной горизонтальной линией «выстоя» РА. От второй боковой линии этой трапеции с нулевой линии РА вверх проводим тонкую вертикаль до оголовка графика и от точки их пересечения проводим вниз до нулевой линии Ц1 жирную линию его холостого хода, симметричную линии рабочего хода.
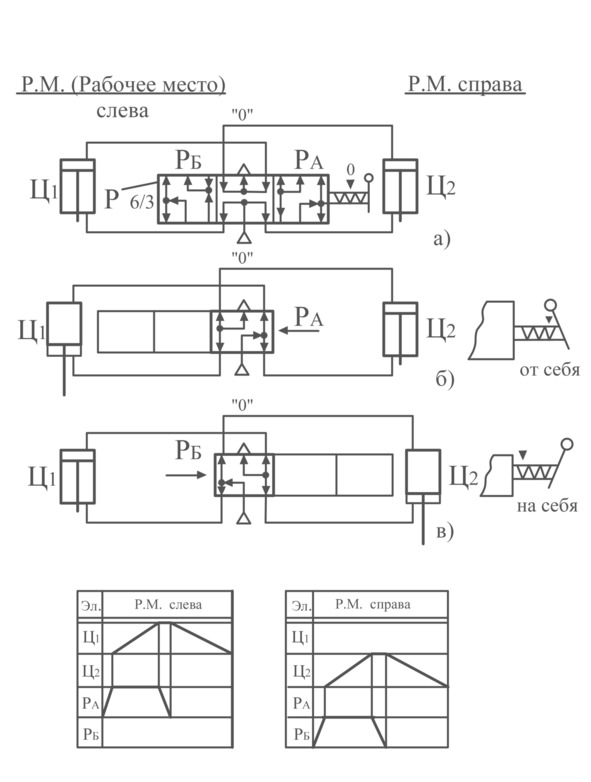
Рис. 3. Ручное управление двумя пневмоцилиндрами воздухораспределителем Р 6/3 в трёх положениях: исходном (нулевом) и а) цилиндром Ц1;
б) цилиндром Ц2.
Вершины двух симметричных пологих жирных линий (рабочего и холостого ходов цилиндра) соединяем горизонтальной жирной линией. Так образовались две равнобокие трапеции графика. Схема вернулась в исходное положение «0» (оба цилиндра со штоками, убранными холостым ходом). Переключение воздухораспределителя РА влево, естественно, не могло изменить исходное состояние цилиндра Ц2 (он на дальнем конце изделия). Окончание всей операции начинается с «начала» (рис.). Только теперь рабочий переключает ручку Р из среднего положения «0» вправо (на себя), и левый прямоугольник воздухораспределителя РБ занял положение среднего. График показывает, что теперь в работе не принимает участия цилиндр Ц1.
1.3. Регулирование скорости пневматических и гидроприводов
При подаче изделия транспортным пневмоцилиндром в зону обработки оно, будучи незакреплённым, может в конце хода опрокинуться и деформироваться, или может произойти недопустимый удар пневматическим зажимным устройством по чисто обработанному изделию. А уменьшение скорости на всей длине хода транспортного цилиндра нерационально из-за снижения производительности оборудования. Требуется регулировка скорости их хода, например, дросселированием потока сжатого воздуха.
Применяется два типа регуляторов скорости потока (п. 4.3.3 табл. 1) наружного регулирования пневмоприводов: на выходе в атмосферу выхлопа из воздухораспределителя (п. 4.3.3а) [нередко после глушителя шума (п. 4.3.2б)] между воздухораспределителем и пневмоприводом (п. 4.3.3б и рис. 2а). В последнем случае используется блок параллельно соединённых элементов: обратного клапана и дросселя (регулируемого пневмосопротивления). Обратный клапан свободно пропускает поток сжатого воздуха с выхода воздухораспределителя (на схеме маленькая окружность – шарик клапана – обращена к пневмоприводу), но закрывается выхлопом, который может выходить из пневмопривода только через регулируемый дроссель, чем в полости холостого хода создаётся тормозное противодавление. [На схемах пневмогидроуправления пневматический дроссель изображается в виде двух встречных тупых уголков (коротких расходящихся лучей), вершины которых почти прикасаются к линии потока, и косо перечёркнутых короткой «регулировочной» стрелкой (показано на рис. 4.3.3 табл. 1). Однако упоминаемая таблица 1 «Элементы пневмоавтоматики» не может показать изображение гидродросселя, который примыкает к линии потока не встречными тупыми уголками, а двумя встречными небольшими выпуклостями дуг (например, R7—8 мм, как в табл. 1 п. 1.5б), также косо перечёркнутыми короткой регулировочной стрелкой (см. в начале гидравлического контура пневмогидросхемы на рис. 1).]
1.3.1. Торможение в конце хода пневмоцилиндра
На рис. 4а приведён простой пример наружного регулирования скорости транспортного пневмоцилиндра в конце хода с применением на штоке кулачка 2 и путевого 3 клапана 5/2. Когда воздухораспределитель 1 переключают влево, до нажатия кулачком 2 выхлоп из правой полости цилиндра происходит через дроссель 4 с постоянным торможением в пути (постоянной «уставкой» – в отличие от рис. 2а и п. 4.3.3б табл. 1 на рис. 4а тормозные пневмодроссели, как в п. 4.3.3а табл. 1, присоединены к выходам 4 и 5 клапана 3), а в конце пути, с момента переключения клапана 3 кулачком 2, выхлоп задерживается уже дросселем 5 (с другой, но тоже постоянной «уставкой»), создающим тормозное замедление хода в конце пути. Идеальный случай плавного торможения показан на графике рис. 4б пунктирной кривой. В реальности затухание снижения скорости пневмоцилиндра в конце пути может происходить с амплитудными колебаниями.
На рис. 4в приведён пример внутреннего тормозного устройства. В крышке 1 пневмоцилиндра выполнена цилиндрическая полость 2, в глубине которой имеется отверстие большого проходного сечения выхлопа из штоковой полости цилиндра, а на штоке у поршня имеется цилиндрический выступ такого же диаметра, как и полость в крышке, с заходной фаской и уплотнением 3. Когда в конце быстрого хода выступ 3 входит в полость 2, для выхлопа остаётся только отверстие 4, проходное сечение которого регулируется дросселем 5 (с постоянной уставкой), что резко увеличивает противодавление в штоковой полости цилиндра, и только в конце хода уменьшается его скорость (см. пик противодавления при торможении в конце хода на графике рис. 7б).
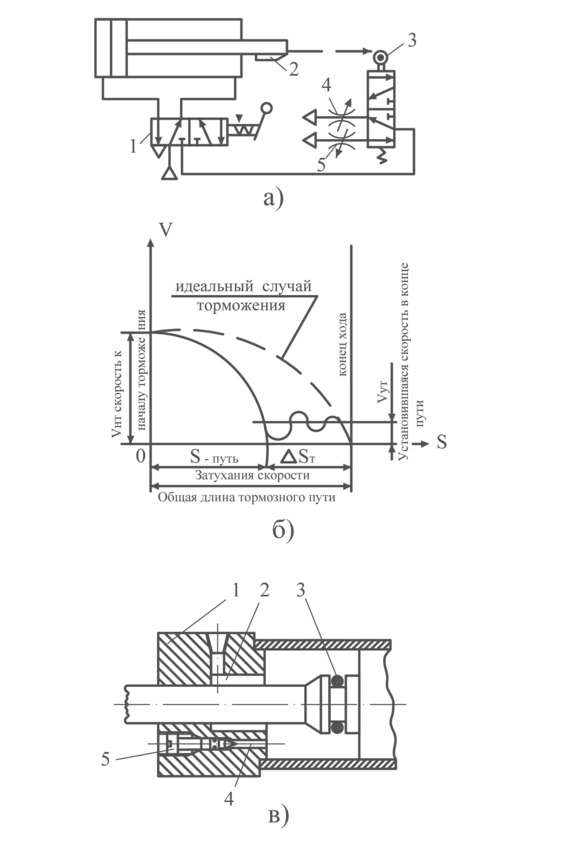
Рис. 4. Управление скоростью хода пневмоцилиндров:
а) внешнее торможение с использованием ручного воздухораспределителя (5/2), торможения в конце пути;
б) график затухания скорости хода пневмоцилиндра
с торможением в конце пути, в) устройство внутреннего
торможения скорости в конце пути.
1.4. Три автономных способа пневмоуправления: путевое (управление кулачками, упорами), временно́е, управление по технологическому параметру (+ четвёртое, смешанное)

