Полная версия:
Металловедение стенки нефтяного аппарата

Константин Ефанов
Металловедение стенки нефтяного аппарата
Введение
Аппараты под давлением характеризуются простотой конструкции (из оболочек вращения) и крайней сложностью металловедческих проблем, связанных со стенкой сосуда и со сварными швами, с внутренней легирующей наплавкой.
При разработке аппарата решаются в основном две задачи:
– компоновочная, при которой побирается геометрия, при которой нагрузки на стенку сводятся к минимальным, например, плавные переходы, элементы жесткости;
– материаловедческая, влияющая на безопасность и безаварийность эксплуатации.
Компоновочные задачи решаются конструкторами из механических отделов проектных институтов на основании исходных данных от технологического и монтажного отдела. В штате проектного института может присутствовать специалист по металловедению, который проводит выбор материала стенки аппарата под условия эксплуатации и коррозионные свойства среды.
Материаловедческая задача состоит не только в выборе материала, но и в технологии выполнения сварочных соединений, выполнения послойной наплавки, выполнения термообработки, проблем контроля качества материалов, сварных швов, изготовленных деталей. Для решения таких проблем требуются высококвалифицированные инженеры по нескольким направлениям.
Вместе с тем, конструкторам, занимающимся разработкой аппаратов, для качественной и глубокой разработки конструктивных решений, необходимо достаточно хорошо ориентироваться в проблемах материаловедения.
Настоящая монография написана для конструкторов аппаратов под давлением и направлена на решение проблем материаловедения. Конечно, специалисты сварке, термообработке, заготовительному производству знают достаточно глубоко материал настоящей монографии, вместе с тем главы по монокристаллической структуре возможно их заинтересуют для перехода на технологии, основанные на новых физических принципах в т.ч. на аддитивных технологиях.
__
Проблемы прочностных расчетов и связанные с ними задачи компоновки приведены монографиях [1], [2]. Расчет вала мешалки на резонанс подробно рассмотрен в работе [3]. Нормы делят аппараты на аппараты до 21МПа и аппараты до 130МПа. В нормах расчета на прочность для двух типов аппаратов указана граница применимости, равная 0,1 отношения стенки к диаметру аппарата. Значение 0,1 означает точность теории тонких оболочек, заложенной в нормы для аппаратов до 21 МПа. Существуют аналогично построенные теории толстых оболочек с большей точностью, чем 0,1, но они в нормах не применяются. В нормах для аппаратов до 130 МПа заложена осесимметричная задача теории упругости.
По указанному отношению, 0,1, аппарат до 21МПа со стенкой 200 мм при больших диаметрах рассчитывается по теории тонких оболочек, то есть теория не относит оболочку к толстым. Однако, аппарат является толстостенным и для изготовления оболочки толщиной в 200 мм требуются специальные технологии, существенно более сложные, чем для емкостного оборудования из листа толщиной 8 мм. Минимальную толщину стенки определяют прочностным расчетом, а также может быть учтен документ РУА95 с отбраковочными толщинами стенки, ниже которых стенку делать некорректно.
__
Вопросы материаловедения будут рассмотрены в контексте вопросов изготовления аппаратов.
Такая форма представления материала является наилучшей для инженера-проектировщика и инженера-конструктора. Такое рассмотрение на примере реактора гидрокрекинга будет являться частью, касающейся технологии изготовления аппарата – второй базой знаний для конструктора в дополнение к знаниям по конструированию на основе теории оболочек и теории прочности.
В публикации [4], касающейся изготовления толстостенного реактора, указано о полном цикле изготовления, то есть о переделе чугуна в сталь и последующим изготовлении оболочек и корпуса аппарата. О технических требованиях к таким аппаратам указано в статье [5], о вопросах изготовления в статье [6]. Содержание монографии описывает техническую сторону подхода к такому изготовлению аппаратов.
__
Посвящается Богу Творцу Троице!
Выражаю благодарность моей маме, работавшей в нефтяном машиностроении.
Стали для нефтяных аппаратов
Марки применяемых материалов, допустимых для сосудов и аппаратов до 21 МПа и до 130МПа (высокого давления) перечислены в соответствующих ГОСТах, и в нормах расчета на прочность приведены допускаемые напряжения на эти материалы.
В случае необходимости изготовления аппарата нестандартного материального исполнения из металла, не входящего в перечень ГОСТов, необходимо обратиться в институт-разработчик ГОСТа с письмом с просьбой разрешения на применение необходимого материала. В случае положительного ответа, нестандартный материал может быть применен.
Для нестандартного материала требуется выполнить испытания со снятием всех характеристик, приведенных для стандартных материалов для предоставления вместе с письмом запроса в проектный институт.
Применение нового материала должно иметь техническое обоснование. При выборе материала по возможности необходимо руководствоваться списком материалов, указанных в стандартах.
__
Корпуса нефтяных аппаратов до 21МПа, предназначенных для сравнительно простых условий эксплуатации, изготавливают из маргацовокремнистой стали 09Г2С. Находят применение сталь 16ГС и котельные сталь 20К, 22К.
Иностранные аналоги для этих сталей по ASME сталь SA 350 LF2.
Для корпусов нефтяных аппаратов высокого давления до 130 МПа, предназначенных для температур около 500°С применяют легированные хромомом и молибденом стали марок 10Х2М1А, 12ХМ, 12Х1МФ, 12МХ, 12Х2МФА.
Иностранные аналоги этих сталей по ASME стали SA336 FII cl.2, SA336 F22.
Наиболее подробно проблема выбора материалов рассмотрена в монографии Солнцева и Титовой на примере изготовителя «Ижорские заводы» [7,с.278]. В этой работе рассмотрены иностранные стали и требования лицензиаров. Работа является современной монографией по рассмотрению проблем применения материалов. В настоящее время работа [7] показывает современный достигнутый уровень металловедения в изготовлении сложный оболочек нефтяных аппаратов.
Размер зерна стали не влияет на характеристики статического растяжения и твердость, однако влияет на ударную вязкость стали, порог хладноломкости, работу распространения трещины (с ростом зерна эти три параметра ухудшаются). Также крупные зерна склонны к закалочным трещинам и деформациям. Наличие стали с зернами разной величины в зонах концентрации напряжений увеличит охрупчивание.
__
Сплав железа с углеродом
Диаграмма железо-углерод по данным справочника [16]:

Диаграмма «железо-углерод» обозначает границы по температуре и концентрации существования форм кристаллических решеток (структур) железоуглеродистых сталей.
На диаграмме линии стабильного равновесия C’D’, E’C’, S’E’, P’S’K’, P’Q’. Устойчивые растворы углерода в железе выше линии ABC’D’. Линия AHN ограничивает однофазную область твердого раствора углерода в α-, γ-, δ-железе. Линия NIE’SG соответствует твердому γ-раствору, линия GP’Q’ соответствует твердому α-раствору. Оставшиеся области на диаграмме соответствуют двухфазным сплавам. ABH – жидкий сплав и δ-феррит (твердый раствор), HJN – γ-аустенит и δ-феррит (твердые растворы), JBCE – жидкий сплав и γ-твердый раствор (аустенит), DCF – жидкий сплав и цементит, ECFKS – аустенит (γ-твердый раствор) и цементит, GSP – феррит и аустенит (α- и γ-твердые растворы), QPSK – феррит (α-твердый раствор) и цементит. На линии HJB для перекритической температуры три фазы – жидкость, δ-феррит, аустенит. На линии E’C’F’ для эвтектической температуры в стабильном равновесном состоянии фазы жидкости, аустенита, графита, в метастабильном состоянии по линии ECF фазы жидкости, аустенита и цементита. На линии PSK при эвтектоидной температуре (метастабильное равновесие) фазы состоят из аустенита, феррита и цементита, на линии P’S’K’ при эвтектоидной температуре (стабильное равновесие) фазы состоят из аустенита, феррита, графита. На диаграмме магнитному превращению феррита и цементита соответствуют горизонтальные линии при 768 и 210°С. Феррит имеет ферримагнитные свойства ниже 768°С, выше феррит парамагнитен. Цементит свыше 210°С (точка Кюри) переходит в парамагнитное состояние из ферримагнитного состояния.
Сплавы, содержащие до 0,5% углерода, кристаллизуются при температурах по линии АВ. Сплавы, содержащие от 0,1 до 0,5% углерода, кристаллизуются с первоначальным образованием δ-твердого раствора, который при охлаждении до линии HJB (перекритическая температура) переходит в γ-твердый раствор аустенита (за счет взаимодействия расплава и δ-твердого раствора). Сплавы, содержащие до 0,1% углерода, кристаллизуются в δ-твердый раствор.
Сплавы, содержащие от 0,5 до 2% углерода, кристаллизуются в γ-твердый раствор, начало кристаллизации на линии BC, окончание на линии JE. Равновесными структурами стали считаются структуры, которые при нормальной температуре состоят из фаз феррита, цементита или перлита.
Структура только из феррита установлена только для случая технически чистого железа [16,с.117]. Феррит имеет низкую прочность и высокую пластичность. Цементит имеет высокую твердость и хрупкость. Структурно свободный цементит установлен только для малоуглеродистых сталей, вместе с тем, в структуре стали цементит виден при высоком содержании углерода. Перлит является смесью фаз феррита и цементита. Аустенит является твердым раствором углерода в железе, характеризуется пластичностью.
Структура кристаллической решетки стали определяется химическим составом сплава и термической обработкой. Термическая обработка предназначена для изменения структуры сплава (полиморфные превращения, ограниченная растворимость в твердом компоненте другого компонента сплава). В результате полиморфного превращения α-железа в γ-железо, ограниченного интервалом между критическими точками А1 и А3 на диаграмме, происходит перекристаллизация стали (при нагреве и контролируемом медленном охлаждении).
При перекристаллизации образуются новая зернистая структура стали. Механизм образования зерен по данным [16,с.118] состоит в появлении центров кристаллизации и их роста диффузионным путем. На число центров кристаллизации влияют:
– отношение температур нагрева/охлаждения стали и полиморфного превращения,
– наличие примесей, влияющих на образование центров кристаллизации,
– пластические деформации стали, в результате которых металл течет,
– рекристаллизация.
Раствором внедрения углерода в объемно-центрированной кубической решетки α- и δ-железа является α- и δ-феррит.
Раствором внедрения углерода в гранецентрированной решетке γ-железе является аустенит.
Стали для арктических нефтяных аппаратов
В условиях холода снижается срок службы металлоконструкций.
Применение стали с достаточным уровнем ударной вязкости не является основанием для отсутствия хрупкого разрушения конструкции [7,с.17]. Трещины начинаются от первичных дефектов в виде непроваров, подрезов, шлаковых включений и др. От точки дефекта начинается процесс хрупкого разрушения, состоящий в искажении кристаллической решетки металла и отрыва по плоскости, перпендикулярной действующим кольцевым усилиям в корпусе. При вязком разрушении происходит сдвиг плоскостей от касательных напряжений. Для стали хрупкое и вязкое разрушение происходят одновременно. Более подробно можно ознакомиться в работах Беляева [8], Ильюшина [9], Работнова [10]. Хрупкое разрушение состоит из образования трещины, роста до критического значения и переход трещины через соседние зерна по листу.
При низких температурах для деформация, соответствующей нормальной температуре, необходимы высокие напряжения так как пластическая деформация активируется термически. При низкой температуре предел текучести повышается, в результате чего надежность снижается.
В работе [11] указано, что структура аустенита для низких температур обеспечивает наилучшее сочетание прочности и пластичности. Малая чувствительность предела текучести к температуре обеспечивают надежность в эксплуатации.
__
В работе [11,с.296] указано о разработке стали марки 09Г2С-А-А для условий холода. Для сопротивления хрупкому разрушению необходима мелкозернистая структура феррита с выделением перлита в небольшом количестве. В стали 09Г2СА ударная вязкость повышена введением небольших количеств алюминия, уменьшением содержания углерода, марганца и кремния.
Рекомендуется при проектировании аппаратов для холодного климата применять сталь 09Г2С-А-А, являющуюся развитием стали 09Г2С для Севера и Арктического холодного климата.
Листовая сталь
Требование сваривать корпуса аппаратов только стыковыми сварными швами можно объяснить наличием расслоения по толщине и необходимостью проплавления всей толщины листа для задействования всех слоев в восприятие нагрузки.
Листы имеют зернистую структуру. Для зернистой структуры прочность ниже по сравнению с монокристаллической структурой. Для зернистой структуры протекает межкристаллитная коррозия, для совершенного кристалла монокристаллической структуры межкристаллитная коррозия будет отсутствовать.
Таким образом в будущем необходимо разработать соответствующие технологии и перейти на изготовление аппаратов из стали монокристаллической структуры.
Схема процесса получения листовой заготовки [11,с.18]:
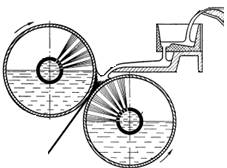
Металл из расплава подается на валки с образованием клиновидной ванны расплава (расплав перегрет на несколько градусов). Затем расплав замораживается на их поверхностях упруго прижатых валков и происходит кристаллизация металла. Условия кристаллизации должны обеспечить заданную прочность листа на выходе и соответствие физико-химическим параметрам. Затвердевшие слои металла на двух валках вступают во взаимное соприкосновение и свариваются давлением в один сплошной лист. Здесь необходимо получать лист высокой сплошности [11]. Толщина листа определяется зазором между валками, который в свою очередь зависит от скорости вращения валков и времени контакта расплава (жидкого металла) с валками.
Схема затвердевания металла расплава с образованием листа [11]:
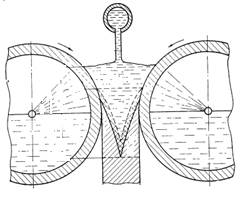
Теплообменные процессы протекают в верхней зоне и нижней, в которой происходит кристаллизация жидкого металла.
Требование по сплошности отличает котельный лист от общепромышленного листа, так как структура котельного листа по сплошности больше применима к изготовлению корпусов нефтяных и химических аппаратов. Общепромышленный лист может использоваться для оболочек, не работающих под давлением. Вместе с тем во избежание путаницы и пересортировки на складе, рекомендуется покупать листы только по котельному стандарту.
Конец ознакомительного фрагмента.
Текст предоставлен ООО «ЛитРес».
Прочитайте эту книгу целиком, купив полную легальную версию на ЛитРес.
Безопасно оплатить книгу можно банковской картой Visa, MasterCard, Maestro, со счета мобильного телефона, с платежного терминала, в салоне МТС или Связной, через PayPal, WebMoney, Яндекс.Деньги, QIWI Кошелек, бонусными картами или другим удобным Вам способом.
Вы ознакомились с фрагментом книги.
Для бесплатного чтения открыта только часть текста.
Приобретайте полный текст книги у нашего партнера:
Полная версия книги
Всего 10 форматов

